Compro has been designing and building edible oil processing systems, turnkey processing plants and pre-assembled systems for customers worldwide since 1972.
Since 1976, Compro has been involved in the treatment of marine oils to remove first pesticide residues and more recently, the higher molecular weight contaminants grouped as polycyclic hydrocarbons (PAH) frequently arising in the “hard” oils like coconut palm kernel, and some palm oil stearin fractions. The PAH’s also can arise from inadequate cleaning of tankers between cargoes. While the “light” PAH compounds (up to 4 rings) can usually be removed during normal deodorizing operations, the heavy PAH’s have to be absorbed on activated carbon and removed by filtration.
Compro has designed a simple process for treating crude fish oils that cleans up the oil by using a silica treatment combined with gentle bleaching and filtration, which ensures a feedstock for carbon treatment that filters well. This material is then treated with special activated carbon for absorption of the heavy PAH’s and filtered carefully to remove the contaminated carbon material. Whatever PAH’s are left in the oil can be removed during a deodorizing process. The products will generally meet European Union PAH limit after one treatment.
Because of the extremely rapid processing, lower hot oil temperatures, and powerful stripping action of the Compro system, this final removal of the “light” PAH’s is accomplished with about 20 minutes’ exposure to temperatures over 100 C, which allows the EPA and DHA values to be preserved in almost their entirely.This is ideal for oil intended for concentrating the Omega 3 fraction.
Compro installations can be found in Japan, China, Taiwan, Korea, India, Africa, Caribbean, Europe, South America, Mexico, Canada and United States.
Benefits of Compro Fish Oil Processing
Market:
The market for fish oil is rapidly changing into a market for omega-3 (n3). Production for edible oil human consumption raises the value of fully refined products.
Producers of fish oil that make the move to supply the higher refined and hence good tasting product, will be seen as the leaders in the industry, reaping high profits with the same production. The later adaptors will be seen as the followers. As is the case in all fast-growing industries the leaders will make the bulk of the profits and followers will be forced to change just stay competitive earning the less and paying more for same equipment as the leaders.
Compro is a leader in the world market of fish oil processing having started research into purification techniques as early as the 7O’s and still has operating plants in the Europe, Asia, and South America.
The single most important consideration when dealing with fish oil is protecting the valuable omega-3 fatty acid from decomposition as it the desired compound. Then the biggest challenge is making the final product taste good without loss of the omega-3 fatty acid at high yields.
Compro specializes in small edible oil refineries of less than 100 tons per day, that in today’s market is tiny and a size that is not important to the larger equipment suppliers such as the Alfa-lavalsand DeSemtsof the world. These large equipment suppliers offer equipment that is either very old design not specially designed for fish oil or scaled down versions of equipment of vegetable oil plants.
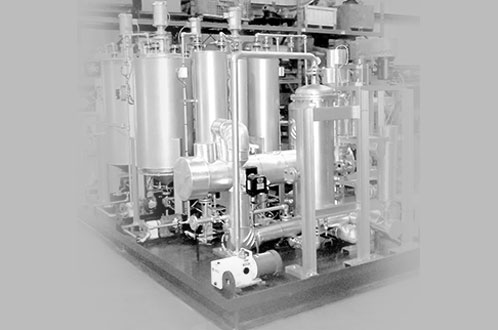
Compro prefers to sell complete systems/plant skid mounted and ready to start taking the worry out of piping and welding site mounting problems of food processing equipment.
Compro offers equipment in small processing units such as just the deodorizer, or bleaching system.
Compro works with the customer to supply equipment that is custom to his needs. Compro’s prefers suppling Allen Bradley PLC controls and parts as they are most flexible, but often supplies other systems for specific customer needs so total communication is possible.
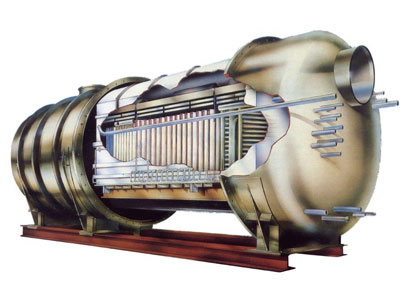
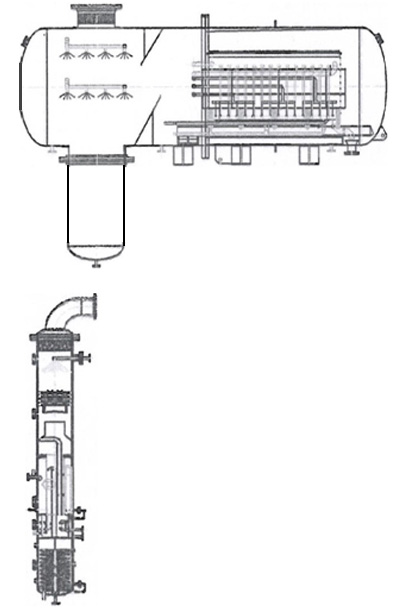
Compro’s deodorizer has specialized design features that make it the BEST deodorizer to remove flavors, odors, and oxidations compound out of fish oil with the least damage to the valuable omega-3 content.
Specifically, these features are:
- Thin raising film technology that combines steam stripping with thin film molecular distillation.
- All the oil is treated at the lowest possible vacuum levels of any deodorizer in the world (Better vacuum means better removal of bad flavors and oxidation product).
- Highest Efficiency of contact between the steam and oil at this low vacuum level resulting in lower utility requirements (Higher efficiency means less need for stripping steam means better vacuum means lower operating cost).
- Shortest exposure of the oil to high temperature of any deodorizer design. (Lower temperature for a shorter period of time = less decomposition of omega-3) Oil is at the processing temperature for less than 3 minutes and compared to typical plants of times like 30- 60 minutes.
- Smaller footprint for the plant making it easy to install (Easy to install means lower capital for the project and faster project time).
- Having a very small amount of oil at any time contained in the unit will result in easy stock changes and lowest loss.
- The unit design facilitates easy cleaning (critical in food and pharmaceutical applications).
- No moving parts or replacements parts needs outside of simple pumps.
- All contact parts are stainless steel.
Compro designed systems standards met the FDA/Canadian requirements for GMP (Good Manufacturing Practices for food) and supplies upgraded systems that met the higher USP pharmaceutical specifications for drug products.
Compro Bleaching system is specialized in the following way:
- Individual treatment chambers that allow treatment with multiple absorbents (allow optimization of bleaching process for feed oil means less loss means lowest processing cost and higher quality product).
Compro Neutralization:
- Zenith process does not need expensive centrifuge equipment.
- Improved safety.
- Lower strength of caustic is used and less caustic access means lower cost.
- Lower caustic strength used in process results in lower saponification loss means improved yields.
Compro is willing to enter in long term consulting and operational support such that after the equipment is supplied technical support will be supplied and if desired operational support can also be delivered.
If desired Compro has winterization that work as is traditionally done in Peru and multiple crystallization processes that result in increased yields of the high omega-3 fractions.
Compro is willing to work from the concept to final product providing support and advise in oil processing including what laboratory equipment and testing requirements are needed to establish high-quality product, personal training, recommendations of support utilities and oil handling before and after processing. (For example, Compro could work with the client to develop a GMP (Good Manufacturing Practices) and HACCP (Hazard and Critical Control Point Plan) needed in most food processing operations today).
Fish Oil (Strip Ethylesters out of Fish Oil):
Compro design a new conception of stripping (Deodorization) to perform in both Capacity and product quality as well as hygienic (sanitary)
This system has to strip away the 10% Ethylesters down to 1% in the 500 Kg/Hr. The capacity of Fish Oil.
Because of the omega 3 concentrates are very delicate the heating must be done in a most gentle way to avoid side effects as Polymerization and Isomerization.
The System had to be designed at no higher temperature than 180 C, with temperature the stripping effect shall be high enough to reduce the Ethyl Ethylesters in the Omega 3 \triglcerides concentrates from 10% down to 1% in one run through in continuous mode.
We have to take into consideration that the Ethylesters are high in the EPA (Eicosapentaeonic Acid) (C22: 5 n-3) Omega 3 Fatty Acid and DHA (Docosahahexaeonis acid) (C22: 6 n-3) Omega 3 Fatty Acid, up to 65 – 70% by weight.
For the system to be efficient, CIP had to be designed so isolates parts of contaminated place where foaming/polymerization likely to occurs has to be eliminated such as pumps, heat exchanges, deodorizer compartments, etc.
The purpose of this new system is to strip Ethylesters out of fish oil in such gentle way so the Omega 3 can be taken without odor or flavor.